發個錘式破碎機工作是主軸運轉速度很高,所以破碎機錘頭產生的離心力就很大,這就需要保證破碎機錘頭質量的一致性,但是在破碎機錘頭實際生產中對錘頭質量一致性很難做到要求,這就需要人為的對破碎機錘頭進行配重。而破碎機錘頭又是易損件,更換頻繁,平均兩個月要更換一次。在這里源通機械設備有限公司就為廣大用戶介紹兩種比較實用的方法,在試驗中客戶反映效果良好。現在分享給大家。
1、計算破碎機錘頭平衡法
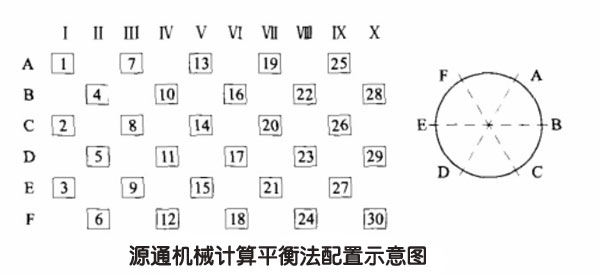
舉例破碎機轉子沿圓周方向有6列錘頭,以A、B、C、D、E、F表示,相鄰錘頭交錯布置:沿軸向有10排錘頭,以Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ、Ⅶ、Ⅷ、Ⅸ、Ⅹ表示。首先要稱出每個錘頭的質量,然后按照下述原則計算、排列、安裝。
(1)、某一列的5個軸頭和其在轉子圓周180º方向上對應的5個錘頭的總質量分別相等,A5=D5,B5=E5,C5=F5,允許誤差正負0.5Kg。
(2)、沿軸線方向上每排3個錘頭和其中心對稱的3個錘頭的總質量分別相等,Ⅰ3=Ⅱ3,Ⅲ3=Ⅳ3,Ⅴ3=Ⅵ3,Ⅶ3=Ⅷ3,Ⅸ3=Ⅹ3,允許誤差正負0.5kg。
(3)、每一排上的3個錘頭質量也分別相等,1=2=3。4=5=6,7=8=9,10=11=12,13=14=15,16=17=18,19=20=21,22=23=24,25=26=27,28=29=30,允許正負0.25kg。
錘頭的計算平衡法配重見上圖,只有同時達到以上3個條件時,才能使破碎機平衡穩定的運轉。
2、破碎機錘頭的現場旋轉法
(1)、人工快速轉動破碎機皮帶輪十幾圈,然后讓破碎機在慣性狀態下停止,找到Ⅰ排較高點,做好標號。重復轉動破碎機3-5次,確定Ⅰ排的較佳位置。
(2)、把較重的錘頭安裝在較高點,較輕的2個錘頭分別安裝在該排所在圓周上的其他兩點。
(3)、然后以同樣方法,找出Ⅹ排的較高點,剩余錘頭中較重的安裝在較高點,較輕的安裝在該排所在圓周的其他兩點。
(4)、用上述方法依次安裝Ⅱ-Ⅸ排、Ⅲ-Ⅷ排、Ⅳ-Ⅶ排和Ⅴ-Ⅵ排,直到安裝完畢。
較后,兩種方法相比較各有優缺點:
(1)用計算法可在不停機時事先配重好錘頭,待更換錘頭是,按順序直接安裝,大大節約了維修十幾。
(2)現場旋轉法必須在停機時進行,維修十幾較長,較繁瑣。但配重效果比計算法要好。
在搶修時用計算法配重比較好,可以節約維修時間:在計劃檢修時用現場旋轉法配重比較好,可以提高設備的檢修質量。在實際操作中較好兩者配合著使用,會達到理想的效果。
本文地址http://www.holdtimes.cn,轉載須保留鏈接